

2021.09.24 調整文字大小
2020.08.14 新增「隨機」的描述及相關文章。
2020.03.11 修改文章標題及內文格式。
2019.03.07 更新。
目錄
為什麼SPC會有這麼多警示型態?
許多人在學習SPC的過程之中都會學到「警示型態」,通常老師都會Show出幾張圖片很常問為什麼SPC會有這麼多警示型態,其實這些警示型態都是統計學家根據「隨機」的定義搭配SPC實務出現的現象所設定出來的判斷條件。
什麼是隨機
隨機就是樣本空間內的任何一個樣本,它們出現的機率相等。但這樣講一定有很多人還是不懂,所以大家不妨思考從身邊常見的骰子來思考這個問題。
如果一個骰子連續骰出10次六點,這樣的骰子算不算隨機?很多人會回答,不算,但為什麼呢?原因在於出現這種事件的機率很低。反之,如果骰子骰10次的點數分別是:6, 4, 6, 5, 3, 3, 1, 3, 2, 4,那我們大概不太會懷疑這個骰子不夠隨機。
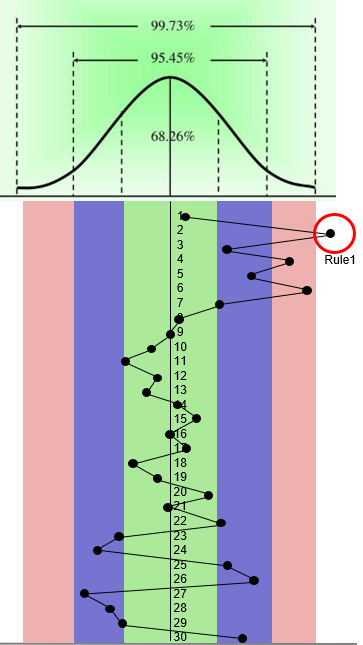
樣本空間展現出的隨機特性使得我們在執行管制圖Control Chart的抽樣時,讓樣本平均數X-bar的分配呈現常態分配;並且由於常態分配的性質,讓管制圖Control Chart呈現靠近中心線的點數多而靠近管制界線的點數少的情況。
一般老師在教SPC時很少提及為什麼會有連續幾點的問題,所以很多學生學習SPC時搞不清楚為什麼某個警示型態要連續六點或七點。這篇文章就是要透過機率來說明SPC的警示型態並不是隨意指定的,而是機率計算的結果。
計算下列機率之前,我們共同的假設是管制圖Control Chart呈現常態分配,則:
平均值一個標準差之內的機率為0.68268
平均值兩個標準差之內的機率為0.95450
平均值三個標準差之內的機率為0.99730
上述的常態分配的機率又稱作Empirical Rule(經驗法則)。
常見的警示型態
- 任一點超出中心線三個標準差之外(超出管制界限)
P(A)=0.26%
這項是最典型的狀況,任何情況下常態分配超出管制界限的機率是0.26%。0.26%代表一個很低的機率,表示常態分配假設下,隨機抽樣的資料會有99.74%在管制內,若抽樣抽到該組平均數在管制界限外便認為是有特殊原因在背後作用。
- 連續七點在中心線的同側
P(A)=0.391%
這個警示型態與二項分配有關。由於常態分配是對稱型的分配,這表示中心線上面與下面的機率相等。一般來說所謂的隨機性指的是隨機變數出現的機率相等,在這邊就是指樣本平均數出現在中心線上面與中心線下面的機率一樣,都是50%。所以如果有連續七點都在中心線的同一側,就表示有2*(1/2)^7 = 2/128 = 0.78%,這同樣也是很低的可能性。
*在Nelson’s rule裡,此規則是連續九點,則機率是2*(1/2)^9 = 0.391%。
- 連續六點上升或連續六點下降
P(A)=0.278%
這跟第二點很像,由於每一個樣本平均值向上或向下的機率相等,所以如果要看到連續上升或連續下降的趨勢就必須在機率上出現(1+1)/6! = 0.278%。由於此機率很低,所以也認定在隨機的假設之下很難出現這樣的可能性。
*六個點所有的排列組合數量是6!個,其中只有一組會連續上升,也只有一組會連續下降,因此機率的計算方式是2/6!。
- 連續14點交替一上一下
P(A)=0.457%
一般來說每一個樣本平均值的起伏應該是隨機的,但這不代表每個高平均值後面就要接低的平均值,低的平均值後面就要接高的平均值。如果出現這種一上一下交替的型態反而是一種奇怪的規律,反而不隨機。這個機率我不清楚怎麼算,琢磨了很久還是沒結果。
*延伸閱讀中有一篇論文介紹了如何計算此連續14點交替上下的機率計算,此計算方式源自於1883年一名法國人Andre的論文,用到了數列的歸納。由於計算繁複,使用了大量數列及三角函數的表達方法,就請有興趣的人點閱,我這邊也無力介紹了。根據此論文,此機率為 398721962 / 14! = 0.00457 = 0.457%。
- 三點中至少有兩點大於中心線兩個標準差(同側)
P(A)=0.306%
2*3*(0.02275)^2*(0.975)^1 + 2*(0.02275)^3 = 0.306%。單側超過兩個標準差的機率為2.5%,所以三點之中若有任兩點在同側超過兩標準差就可以用上列算式算出二項分配的機率為0.306%,這個機率同樣很低,所以不太可能出現這種情形。
- 五點中至少有四點大於中心線一個標準差(同側)
P(A)=0.533%
2*5*(0.15865)^4*(0.84135)^1 + 2*(0.15865)^5 = 0.553%。單側超過兩個標準差的機率為16%,所以五點之中若有任四點在同側超過一標準差就可以用上列算式算出二項分配的機率為0.553%,這個機率同樣很低,所以不太可能出現這種情形。
- 連續15點都在中心線一個標準差以內(兩側皆算)
P(A)=0.3%
(0.68)^15 = 0.003 = 0.3%,常態分配在一個標準差以內的機率為68%,假設每一次抽樣都是獨立事件,則連續15點都在一個標準差以內的機率是0.68連乘15次。
- 連續八點都大於中心線一個標準差(兩側皆算)
P(A)=0.011%
(0.32)^8 = 0.00011 = 0.011%,常態分配在一個標準差以內的機率為68%,故在一個標準差以外的機率為32%,假設每一次抽樣都是獨立事件,則連續8點都在一個標準差以外機率就是0.32連乘8次。
低於0.3%代表此種型態出現機率太小
有論文指出這些機率似乎都是圍繞著0.3%作為判定的標準,不過一般讀者只要知道這些規則是透過常態分配的假設去計算出來的機率即可,當有人問到你為何需要依據這些規則判定SPC為異常時你就可以很有自信的回答答案了。
延伸閱讀:
The Probability of an Out of Control Signal from Nelson’s Supplementary Zig-Zag Test
相關文章:
【品質工程】Excel VBA骰子點數SPC管制圖
【品質工程】如何教授SPC
【品質工程】從IATF16949車用五大核心工具PPAP和SPC手冊談Ppk與Cpk的差異
【品質工程】統計製程管制Statistical Process Control SPC的架構與使用
【品質工程】如何用Excel VBA骰子模擬進行SPC教學
【品質工程】從新竹馬偕打錯疫苗事件看SPC的共同原因及特殊原因
【品質工程】Cpk >= 1.33 就表示製程能力就一定好? 那可未必
【品質工程】為什麼Cpk >= 1.33才算好 ? 1.33這數字怎麼來的?
【品質工程】IATF 16949 SPC Manual 為什麼Cpk >= 1.33會引發誤導?
【品質工程】SPC對於量測解析度的要求 The requirement of measurement resolution of SPC
【品質工程】為什麼SPC Control Chart要先看R chart or S chart ?
【品質工程】管制圖的共同原因及特殊原因與變異知識的關聯
【品質工程】統計製程管制SPC全系列文章
【品質工程】為什麼管制圖裡面不能畫上規格界限?
【品質工程】沒有管制圖套裝軟體如何實現統計製程管控?
【品質工程】針對工作狂人文章中提及Cpk/Ppk錯誤資訊的澄清
【品質工程】在台灣學界/業界消失的「紅珠實驗」Red Beads Experiment
【品質工程】建立SPC的正確流程 How to accurately build up SPC processes
【品質工程】使用SPC分析台灣客運傷亡人數(100~105年)
【品質工程】如何使用SPC制定產品參數規格
【品質工程】IATF 16949 SPC manual Appendix A “Some Comments on Sampling” 自相關資料
【品質工程】IATF 16949 SPC manual Appendix B 特殊原因探討 Some Comments on Special Causes
【品質工程】SPC for Short Production Runs 少量生產SPC用法
【品質工程】為什麼不能使用SPC管控室內溫度
【品質工程】SPC管制圖Cpk >= 1.33有兩種計算公式,使用時機跟差異在哪?
【品質工程】SPC為何要「組內變異」最小、「組間變異」最大? SPC的抽樣原理
[…] […]