
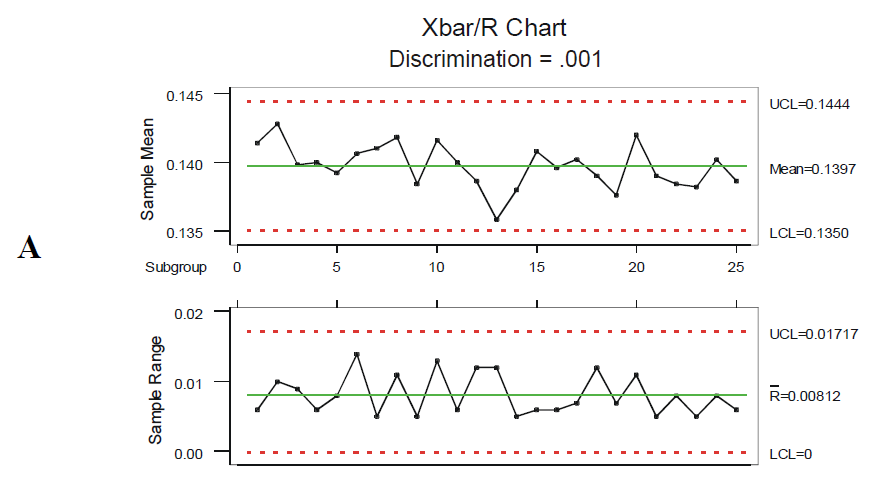
圖A 解析度為0.001的 X-bar R chart
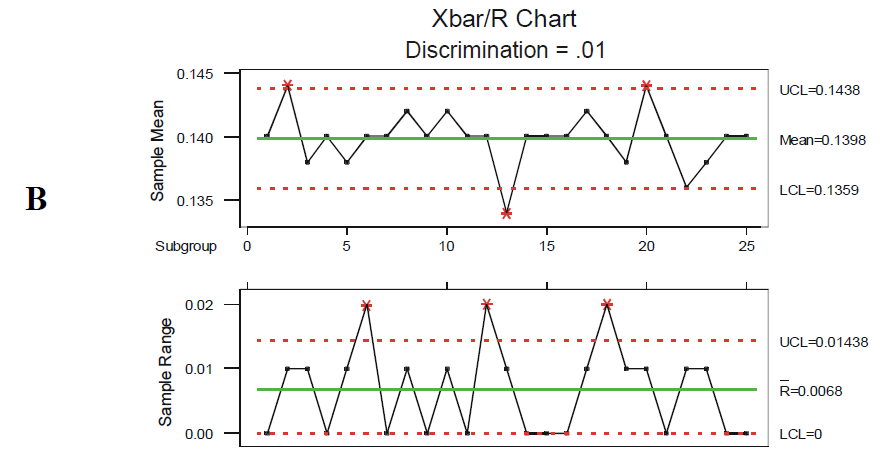
圖B 解析度為0.01的 X-bar R chart
最近網誌都在宣傳SPC課程,該回頭繼續補足SPC的技術性文章了。上次在新竹火車站後站上完SPC課程之後,有位學員回去立刻試做,他真是行動派高手。他寄給我他做的SPC檔案,說我有什麼想法,順便幫他看一下SPC有什麼問題?
我拿來一看發現不得了,那張SPC的R chart有一種上下起伏很劇烈的趨勢,跳動的幅度很大,而R chart這種現象表示你取得數據所使用的量測儀器的解析度不足。我們從B圖可以看到這種現象(由於數據屬公司機密,就不展示出來,圖表取自MSA手冊)。
B圖的R chart顯示出上下起伏很劇烈的情況,而且看得出來只有3種狀態0、0.01、0.02;然而在A圖的量測儀器其解析度較高,出現的R chart就比較緩和,呈現自然的變動趨勢。由於R chart不同,它們的R-bar也不同,自然就影響到control limit的寬窄。於是就變成我們現在看到的兩張圖,不僅R chart出現變化,連X-bar chart都長得不一樣。
A圖跟B圖都用一樣的待測物,卻呈現完全不同的結果,這結果完全顯示出量測儀器解析度的重要性。解析度不足的量測儀器會讓我們得到一個無法判斷的SPC,就像B圖一樣,SPC上面處處看得到out of control的點;但換一個解析度較高的量測儀器,就立刻看到其實SPC並沒有問題,所有的數據全都在統計管控內。
既然量測解析度這麼重要,那麼要如何判斷一個量測儀器的解析度是否足夠呢?
- 採用1/10法則 量測儀器的解析度至少應為產品規格的1/10
- 觀察SPC R chart,如果R chart僅出現三種狀態,那它就是解析度不足的現象
- 觀察SPC R chart,如果R chart出現四種狀態,但超過1/4的數據都為0
- 常態機率圖也可以觀察解析度,解析度不足的數據會成堆聚集,而不會沿著45度線分佈
透過以上方法你就可以粗略判定你公司的SPC有沒有解析度的問題了。
參考資料:IATF16949 MSA manual 4th edition P.47~P.49.
瀏覽次數:104